Your Cart is Empty



Austenitic Stainless Steels (FeCrNi) or chrome-nickel steels are non-magnetic and have a nickel content of over 8%. They are resistant to corrosion and acid and can be processed easily but how do you spot weld them and what parameters are required.
Austenitic Stainless Steels have very low resistance compared to ferrous steel and so need more powerful welders to weld the same size nugget as in ferrous steel.
They are also very hard and therefore for resistance spot welding require greater pressure settings compared to ferrous steels.
In Industrial applications linear spot welders are prefered as greater force can be generated at the electrode tip compared to pedal (scissor) type welders.
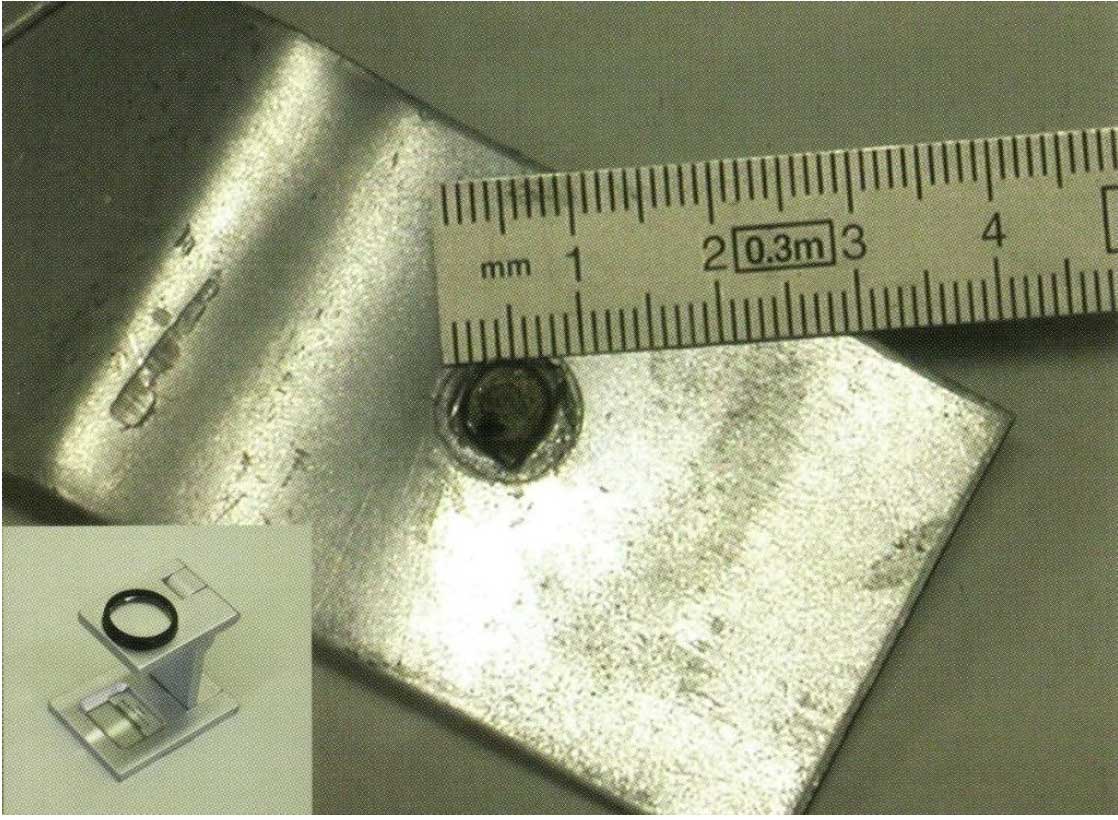
Spot welding of stainless steels is usually carried out on thin sheets.

That's not to say that you cant weld stainless with rocker type welders it's just that it will be harder to set up and difficult to obtain pressure with the longer arms. This means excess splash when welding. Splash outs on stainless tend to leave really sharp points on the outside of the weld.
The electrode profile is important when welding Austenitic Grades of stainless steel, the profile preferred is vertical centre electrodes with a consistent electrode shape for improved weld quality,

Also due to cosmetic appearances, the customer doesn't want spot welds visible
on the face of the material no-mark or swivel, electrodes can be used.

These electrodes do not leave an indent in the surface of the material.
| Thickness | Tip Dia mm | Force Dan | Current A | Time (p) |
| 0.5 | 3.0 | 170 | 3800 |
3
|
| 0.8 | 4.5 | 300 | 6000 |
4
|
1. PRE-SQUEEZE TIME is the time for the electrodes to come together and stabilize before the welding current is initiated.
2. UPSLOPE TIME is the amount of time the current takes to go from zero to the welding current selected. It's advisable to have some slope on as it can help reduce splash out and it's also better for the mains electricity supply as without it the current surge could cause mains circuit breakers to trip.
3. WELD TIME is the length of time the main welding current is initiated
4. FORGE TIMEis the time taken after the weld has completed that the electrodes maintain their force. This is to ensure that the weld pool has solidified before the pressure is released5. OFF TIMEis used in automatic welding and is the time between one weld finishing and the electrode pressure releasing and another starts.
The above parameters are only a guide and correct adjustment for your particular application must be attempted to obtain the correct quality. Visual inspection apart from splash-out and spot indentation must be don with a destructive peel test to ensure quality.

|
Paul Jones Director BWS Ltd, CSWIP Ive been a welding engineer for over 30 years and a welding inspector for 23 years with vast experience of welding and related topics. |
Comments will be approved before showing up.