

If you're a budding enthusiast eager to delve into the realm of welding, the term "MIG welding" has likely piqued your curiosity. In this comprehensive guide, we'll unravel the mysteries behind MIG welding, breaking down its principles, applications, and benefits. By the end of this journey, you'll not only understand what a MIG welder is but also be equipped with the knowledge to confidently tackle various welding projects.
MIG welding, an abbreviation for Metal Inert Gas welding, is a dynamic process that employs a continuous spool of wire to create high-quality welds. Also referred to as Gas Metal Arc Welding (GMAW), MIG welding involves melting and fusing two metal pieces using an electric arc. The core of this process lies in the wire feed mechanism, which propels the welding wire forward while an inert gas shield envelops the arc, preventing contamination.
MIG welding, also known as Metal Inert Gas welding, was invented in the 1940s. It was developed by a team of engineers, including P.O. Nobel and R.M. Gage, at the Battelle Memorial Institute in Columbus, Ohio, USA. Its speed and ease of use meant that for the first time welding of ferrous materials could be carried out no longer by the welding gods of arc and stick but by a mere mortal in his shed or workshop.
Well in theory thats what could have happened were it not for the initial cost, you see MIG welders at first were VERY VERY expensive.
I remember my first job at a Datsun dealership in Altrincham Manchester as an apprentice panel beater and first learning to gas weld.
On my first day i was thrown into a corner and not allowed out till i understood what a weld pool was and how to push the puddle. Not long after, we got delivery of a new MIG welding machine called an "Autolynx" that was touted as the future.
And so started my 30 year affair with MIG welding in both welding, teaching and repairing.
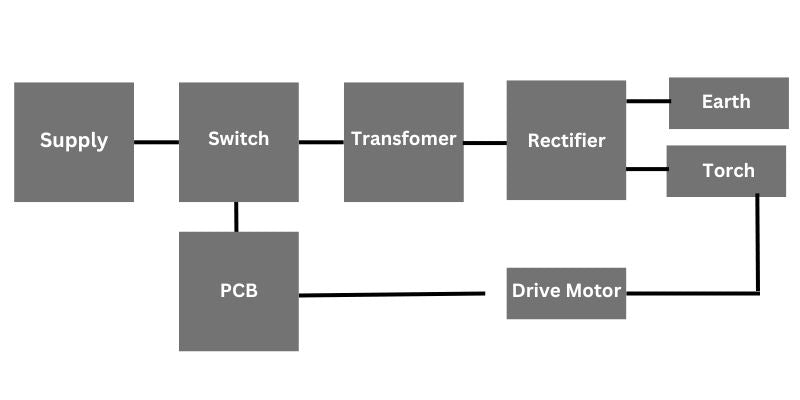
The basic components that make up a MIG welder are:
They can be a lot more complicated or simplified than this but these are the general workings.
You can weld all types of materials with a MIG welder if a spool ov wire is available for that wire. The most common materials though are, Carbon, Steel, Stainless steel, Aluminium, Magnesium and copper alloys.

The allure of MIG welders lies in their versatility, efficiency and ease of use compared to other welding processes. Here are several compelling reasons that make MIG welding a preferred choice:
Precise Heat Settings
MIG welders offer a spectrum of heat settings, allowing you to finely tune the power for optimal penetration without compromising the base metal's integrity.
Versatile Material Compatibility
MIG welding can effortlessly handle an array of materials, from aluminum to stainless steel and even mild steel. It shines particularly when dealing with varying thicknesses.
Dual Role of Wire Feeder
The wire feeder in MIG welding serves as both an electrode and filler. This characteristic permits welding thick materials without overheating, promoting structural integrity.
Speed and Efficiency
Among welding methods, MIG stands as the fastest. It's designed for continuous operation, making it ideal for industrial applications, automation, and achieving high productivity.

This is incredibly important, the welding wire serves two purposes,
Wire Size Is important
The wire size and the feed speed of that wire determines the amount of welding current that will flow.
Its therefore critical that the diameter of the welding wire meets these parameters.
| Material Thickness | MIG Solid Wire Size | Welding Current |
|---|---|---|
| 0.8 mm | 0.6 mm | 30-130 amps |
| 0.9 mm | 0.6 mm | 30-130 amps |
| 1.3 mm | 0.6 mm or 0.8 mm | 30-145 amps |
| 1.6 mm | 0.8 mm or 0.9 mm | 40-180 amps |
| 2.0 mm | 0.9 mm | 50-180 amps |
| 3.2 mm | 0.9 mm or 1.2 mm | 75-250 amps |
| 4.8 mm | 1.2 mm | 75-250 amps |
| 6.4 mm | 1.2 mm or 1.6 mm | 100-300 amps |
| 8.0 mm | 1.6 mm | 100-300 amps |
| 10.0 mm | 1.6 mm or 2.4 mm | 150-350 amps |
Carbon Steel Welding Wires
Welding Wires are also matched to the material and here are different grades of carbon steel welding wires that are suitable for different materials and applications. The grades are usually indicated by a letter and a number, such as ER70S-6 or E7018. The letter E stands for electrode, the first two digits indicate the minimum tensile strength in ksi (x 1000 psi), and the last digit indicates the position of welding.
Choosing the appropriate wire type and diameter is crucial. ER70S-3 is a versatile choice for mild steel, while ER70S-6 suits rusty or dirty steel.
| Grade | Type | Material |
|---|---|---|
| ER70S-2 | Solid wire | Mild steel, low alloy steel |
| ER70S-3 | Solid wire | Mild steel, low alloy steel |
| ER70S-6 | Solid wire | Mild steel, low alloy steel |
Stainless Steel Welding Wires
| Grade | Material | Application |
|---|---|---|
| 308L | 304 or 304L stainless steel | General purpose welding of austenitic stainless steel |
| 316L | 316 or 316L stainless steel | Welding of austenitic stainless steel with high corrosion resistance, such as kitchen appliances, marine and sanitary applications |
Aluminium Welding Wires
| Grade | Material | Application |
|---|---|---|
| 4043 | Silicon aluminium alloys | General purpose welding of aluminium with good flow and low cracking tendency |
| 5356 | Magnesium aluminium alloys | For the Welding of aluminium with a higher strength and ductility than 4043 |

Which shielding gas do we use when MIG welding is an important question and the correct shielding gas is essential to prevent atmospheric contamination during welding and contamination of the weld pool. A mixture of argon and carbon dioxide or pure carbon dioxide serves different purposes.
In fact the gas is what gives the welder its name... MIG
It stands for Metal Inert Gas.
The most common MIG gases are Argon or a mixture of Argon and Co2.
Inert gases are just that they are inert so apart from shielding the weld pool from atmosphere they dont do much else. This is where the most used gases come in and these are MAG ( Metal Inert Gases).
| MIG Gas | Material |
|---|---|
| Pure CO2 | Mild steel, low alloy steel |
| Argon + CO2 | Mild steel, low alloy steel, stainless steel |
| Argon + O2 | Mild steel, low alloy steel, stainless steel |
| Argon + He | Aluminium, magnesium, copper, nickel |
| Pure Argon | Aluminium, magnesium, copper, nickel |
The argon in the table above is the inert gas and the Co2 for instance is active, its the ratio of these gases that determines if its inert or active.
MAG gases are active and it therefore reacts with the weld pool to either make more heat, help clean the weld or improve penetration.
Most MIG welders sold today use this type of gas as it helps in reducing spatter, appearance and penetration. So technically this blog post should be called "What is a MAG Welder?"
| MAG Gas | Material |
|---|---|
| Pure CO2 | Mild steel, low alloy steel |
| Argon + CO2 | Mild steel, low alloy steel, stainless steel |
| Argon + O2 | Mild steel, low alloy steel, stainless steel |
| Argon + CO2 + O2 | Mild steel, low alloy steel, stainless steel |
| Argon + He + CO2 | Stainless steel |
| Argon + He | Aluminium, magnesium, copper, nickel |
MIG Braze is a special process that uses a silicon based wire and an inert welding gas such as Argon to create a brazed welding joint.

The earth clamp is a very important part of the MIG welding Process in that this is where the welding current comes from. Most people assume it comes from the welding torch, but current travels from negative to positive, therefore the current comes from the earth clamp and returns via the welding torch.
An earth clamp should always have a good connection to the work piece, an incorrect connection may mean the clamps starts to get hot as you weld. this will affect your welding current at the torch tip. you will therefore "feel" something isn't quite right at the torch, but it is the earth clamp that is causing it.
We would always recommend 5 things to do before MIG Welding and follow its advice.
You will see this every where now on MIG welders but what does it mean?
The term in its simplest form means "one button operation". This means that one knob or control enables the welder/operator to adjust both the welding voltage and wire speed. This enables easier and faster setting of the correct welding parameters for the chosen wire. We get asked this question a lot so we wrote a more detailed post on What does Synergic mean on a welder?
Spray or droplet welding is a type of welding where the welding wire doesn't short with the material (it doesn't touch). The plasma arc is so high that droplets about the same diameter of the wire used are melted and transferred onto the workpiece.
To create spray transfer you need to turn the voltage quite high as the spray is only possible at high currents (for the wire size)
|
Wire Size UK
|
Wire Size US | Welding Current |
| 0.6mm | 0.0236" | 135A |
| 0.8mm | 0.0315" | 150A |
To do this turn your voltage selector up and tune in your wire until you get the traditional crackle sound. Now back the wire off slightly until the crackle cannot be heard. The plasma is so high that each droplet is transferred to the weld pool in a consistent stream.
If a voltage that is too low to transfer the droplets is selected then the smooth transfer is not achievable and it becomes very erratic and "poppy" as it falls on the material to be welded under gravitational force
Spray arcs produce less spatter and higher run speeds so are desirable if the material thickness to welded enables it.
Therefore because you need this higher current to create the spray its is not possible to use on car body panels.
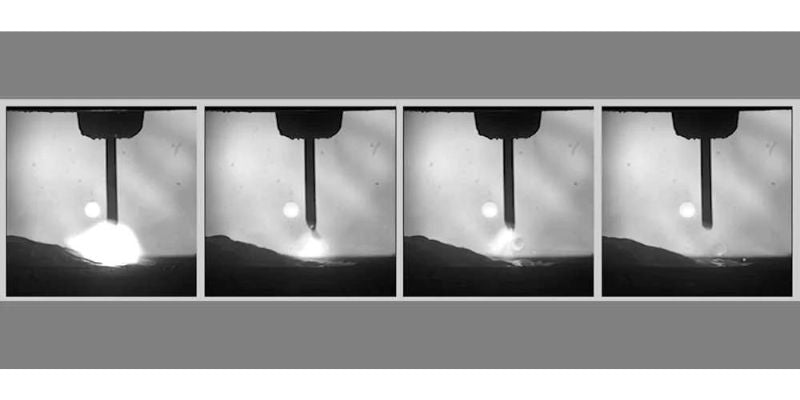
Pulsed welding is where a constantly changing low and high current is produced at a given frequency by the welding machine. This pulsing high low effect means not as much heat is put into the weld seam enabling thinner materials to be welded. It's especially useful when aluminium welding.
Let us see if we can explain something quite complicated in simple terms, a welding Inverter first rectifies and changes the AC mains input to DC. In doing this you get a step up in voltage. This higher DC voltage is then inverted and run through a stepdown transformer. Normal AC mains supply is 50Hz or shall we say 50 heat inputs per second, while an inverter can produce 10000 Hz or 10000 heat inputs per second This means the transformer can be smaller than a conventional transformer MIG welder hence the lightweight and compact size.
The beauty of an inverter though is that we can do many things with this inverted DC, we can square wave it, pulse it, slope it in and out and much more. This means that inverters can easily be MIG TIG MMA welding units.
Pulsed welding is a controlled spray performed by inverter welding equipment. (MIG/MAG WELDING: HOW IT WORKS-3)
To create spray in mild steel using 0.8mm welding wire with an Argon 95-5 gas mix you will need:
|
Wire Size UK
|
Wire Size US | Welding Current |
| 0.6mm | 0.0236" | 135A |
| 0.8mm | 0.0315" | 150A |
As shown above, the welding current needs to be above 150 amps thus making welding thin materials impossible as its continuously hot, but with a pulsed welding arc, the machine drops from 150 to 50 many times per second creating a cooling effect to each hot pulse. (in our example).
This is how we are able to weld thinner materials.

This is generally related to inverter "MIG" welders as the can weld more that one type of welding ie; MIG, TIG, and MMA. Some as in the case of the Parweld XTM 211DI can even Plasma cut too.

What's the first thing that comes to mind when you think of welding? Sparks flying, intense heat, bright light - it's a potentially dangerous job that requires absolute protection. This is where MIG welding safety gear steps in, offering you a reliable shield against all these hazards. From your eyes down to your feet, every part of your body needs to be securely covered. And trust me, the gear isn’t for show. They are a welder's first line of defence against potential risks involved in Metal Inert Gas (MIG) welding. But what exactly is this equipment and why is it so vital?
In its basic form you will need a safety helmet with a shaded or electronic lens that will protect your eyes from the harmful ray emitted when welding. You will also need to protect your hand and body from these harmful rays as well as from the sparks and heat. Welding Gauntlets are special welders gloves that do exactly this and Welders Jackets or aprons help protect the body.
As you can see there is alot to just MIG Welding and it can be a complicated or as simple as you want to make it. MIG welding though can be fun, the advent of small inverters has enabled hobby welders in garages and sheds all over the land the ability to make and repair things like never before. They are really important machines, as important as say this computer i'm writing this post on, but i would say that as im a welder! As with most things though practice makes perfect and there really is no substitute for simply just getting in there and laying down some welds.
Exploring Welding Techniques Beyond MIG
While MIG welding takes centre stage, it's worth acknowledging other notable welding techniques:

TIG Welding (GTAW)
Gas Tungsten Arc Welding (TIG) is ideal for stainless steel and non-ferrous metals. It demands precision and offers clean welds, making it a favorite in aerospace and art.

Stick Welding (SMAW)
Shielded Metal Arc Welding (Stick) is a manual process used in construction and heavy equipment repair. It's versatile but requires higher skill levels.
Flux Core Welding (FCAW)
Flux Core Arc Welding is akin to MIG welding but with a tubular wire containing flux. It's quick, portable, and efficient, making it suitable for various projects.

Electron Beam Welding (EBW)
Electron Beam Welding utilises high-velocity electrons to weld metals with precision, making it useful in applications requiring diverse materials.

Atomic Hydrogen Welding (AHW)
Atomic Hydrogen Welding is known for welding tungsten without damaging it, suitable for specialised applications.
Comments will be approved before showing up.































































































