






























































































Whats Stronger a Spot Weld or a MAG Weld On THLE Steels?
GYS have made a video illustrating the shear strength of a spot weld compared to a
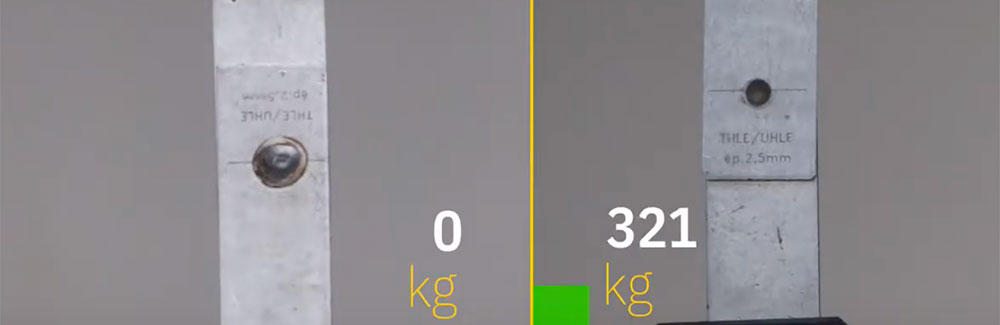
MIG plug weld in THLE Steel ( very high elastic limit MPa = 400 <Re <600 MPa).
The test, In this case, illustrated that the spot weld had an Ultimate Tensile Strength of 3261Kg compared to 1294Kg for an 8mm MIG plug weld.
The test highlights that if performed correctly a spotweld is, in fact, stronger than a MIG weld in THLE steel at a thickness of 2.5mm
Without getting too technical let's have a quick look at why this may be.
The development of AHSS (Advanced High Strength Steels) has changed the way modern motor vehicles are made. These new types of steels have greater Ultimate Tensile Strength with good ductility.
Ultimate Tensile Strength, is the measure of the maximum stress that steel can withstand without being elongated, stretched or pulled.
Ductility is the ability of a material, like steel to be drawn out into thin wires or flat sheets without breaking.
Categories Of Steel Used In Vehicle Manufacture
|
mild steels |
Re <250 MPa |
|
Strength steels (high elastic limit) |
MPa = 250 <Re <400 MPa |
|
THLE steels (very high elastic limit) |
MPa = 400 <Re <600 MPa |
|
TTHLE Steels (very very high elastic limit) |
MPa = 600 <Re <900 MPa |
|
UHLE steels (Ultra High Limit Elastic) |
MPa = 900 <Re |
This feature has enabled vehicle manufacturers to reduce the thickness of the steels in the manufacture of car body panels, while still maintaining strength.
Welding of these new types of materials posed questions in manufacture but more importantly in aftermarket repair. Traditionally MIG MAG welding was performed to replace spot welding as the welding machines available at the time were not able to perform the same welds as the factory.
As is illustrated in the test, welding of these new steels with MIG MAG could possibly lead to earlier weld failure.
Over time new Inverter technology-enabled factory quality spot welds to be performed in repair workshops. Therefore it became easier to weld these new types of steels while maintaining good microstructure.
The problem with welding steel is that the microstructure of the steel can be affected in the HAZ (Heat Affected Zone) leading to either excessive hardening or softening in the zone. These changes can create potential weaknesses that can lead to failure.

As a general rule spot welding of AHSS steels has been performed using High welding currents with subsequently high squeeze pressure and low welding time.
This reduces the changes in the microstructure of the HAZ around the spot-weld.
MIG MAG Welding, on the other hand, introduces a lot of heat input into the HAZ area leading to possible earlier failures in UTS of the weld joint due to the softening of the HAZ.
This could explain the earlier failure in the test.

The other problem with MIG MAG welding is that the filler material used could have a lower UTS than the base material.
Honda, For instance, recommend Bohler Union X96 0.8mm is for high strength and ultra high strength steel welding procedures on 590-980 MPa steel parts.
This is to combat the fact that normal G3Si1 AWS ER70S-6 (Old code SG2) mild steel welding wire as used in body shops has a lower UTS than the panel to be welded.
There is another general steel welding wire called G4Si1 (old code SG3). This wire has more silicon and manganese in it and so carries current better than the G3S1 giving smoother welding. It also has a higher UTC, but it's still not as high as the X96 welding wire.
So the filler wire is critical in MIG MAG welding, therefore without knowing the welding wire used we cannot make an accurate assessment of the test as shown.

One thing we do know though is that HSLE/THLE Steels are severely affected by heat in the HAZ zone and this needs to be taken into consideration in the test. The longer heat input of the MAG weld probably helped in its earlier failure. This is also true when repairing a vehicle body panel in an aftermarket repair. Understanding how heat affects a weld joints "Ultimate Tensile Strength" is an important factor to take into consideration when performing a weld or repair.
The test in the video is a good illustration of the strengths of a spotweld on these steels compared to a MAG weld, so in the case of THLE/HSLA, the answer to whats stronger, a spotweld or a MAG weld is that the spot weld is!
Credits
Video and Picture 1+2 GYS LTD
1 Response
Leave a comment
Comments will be approved before showing up.
Shankar
December 13, 2023
Send me spot welding meshine details,
Thanks